





ADVANTAGES OF ULTRASONIC PLASTIC WELDING: MORE PRECISE, EFFICIENT, ENVIRONMENTALLY FRIENDLY, ...
In contrast to many ways of joining thermoplastics, there are several advantages to be highlighted when using ultrasonic technology: faster, safer, cleaner, more efficient, more environmentally friendly, more precise, more transparent, and much more.
It quickly becomes clear that ultrasonic joining technology is an asset for any industry – even in demanding sectors such as medical technology, food & packaging, automotive or hygiene products.
PLASTIC WELDING SIMPLY EXPLAINED
Ultrasonic welded compounds represent an optimal and efficient solution for joining thermoplastics.
Features such as energy efficiency, tightness and high reproducibility are indispensable here, especially for the above-mentioned industries. The prerequisite is always optimally designed joining parts (by the customer).
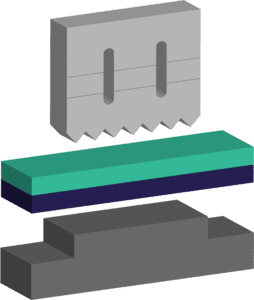
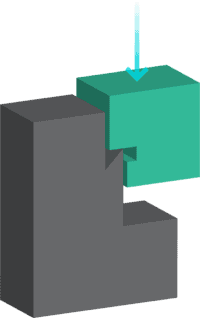
Under the effect of force, longitudinal vibrations with frequencies of 20-40 kHz and welding amplitudes of 10-60 μm are introduced into the plastic parts. The plastic melts and the two parts joining together. A material-locking connection is created in the weld seam.
Very good results can be achieved due to the optimal design of the components. The energy focusing achieved by the intelligent component design is the key to success here. The joined parts can then be immediately processed further for the coming process steps.
Read more details about the medical technology sector here..
PROCESS TYPES
Longitudinal ultrasonic welding process
The process is based on a pulsating, very fast, change in length of the sonotrode in the range of 15 to 60 µm. The ultrasonic energy is thus introduced into the component at a 90° angle to the sonotrode contact surface. The energy then focuses in the optimally designed welding plane and causes the thermoplastic material to melt. After the melt cools, a solid joint is then formed.
Most commonly used process in the field of ultrasonic welding of thermoplastics.
Torsional ultrasonic welding process
Also in this process, the sonotrode is placed on the component at a 90° angle. The process is based on a pulsating, very fast rotational movement in the range of 15 to 60 µm. As a result, the parts to be joined make a relative movement to each other. In the correspondingly designed welding plane, the material is made to melt. After the melt has cooled, a solid joint is then formed.
The advantage of this technique is the lower stress on the parts due to the rotational energy input. The process is therefore suitable for sensitive joining parts, films and membranes.
THE ADVANTAGES OF PLASTIC WELDING
+ Very short process times
+ Low thermal impact on the component and the surrounding area due to welding tools close to ambient temperature
+ Low energy consumption during welding and thus high efficiency
+ No solvents and additives necessary (pure recycling)
+ Constant, reproducible welding results are made possible via a wide range of parameterization options
+ Different thermoplastic materials can be partially welded together
+ The welding tools do not heat up, thus reducing setup and teardown times. Warm-up and cool-down times are eliminated and the tools can be changed quickly.
+ No risk of injury from hot machine parts
+ Very good integrability into automation systems
+ Possibility of intelligent networking and self-control – Industry 4.0
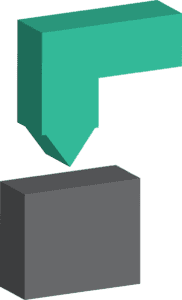
Joint design
Options for joints when welding plastics
Weld seam without optimization

- Large contact surface
- Undefined surface welding
- High power requirement
- High energy input
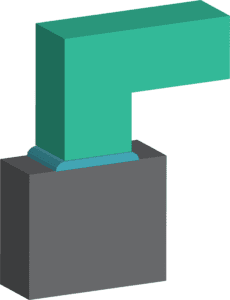
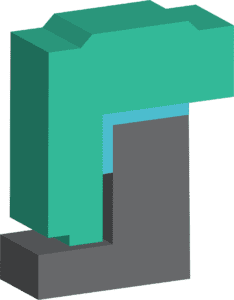
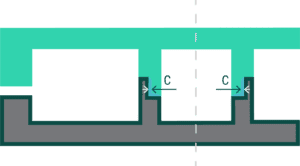
Optimized seam design

- Small, defined contact surface
- Good mixture of melt in the seam area
- Short welding time
- Minimal thermal stress
- Low force and power requirement
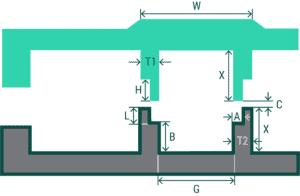
Criteria for design of welding seams
The constructive design of the welding seams must satisfy the requirements of the weld connection. Existing parts that are not specially designed for welding with ultrasound are usually not suitable.
Fundamental component requirements often determine the choice of connection and thus the component design:
- Material
- Appearance (melt expulsion on the outside, imprints)
- Parallelism
- Avoidance of plastic particles and melt in the interior of the component
- Seal integrity (gas, oil, liquids)
- Load-bearing capacity of the seam in terms of being pulled, pushed or shearing
- Internal components
- Location of joining zone
- Fitting tolerance of the upper and lower part
- Coupling surface of sonotrode
- Free penetration path (welding path)
- Support in the workpiece nest
- Positioning of the components to be welded
Overview weld join variants
- Butt joint (simple energy direction generator)
- Step joint
- Tongue and groove joint
- Mash joint
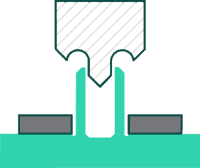
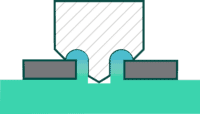
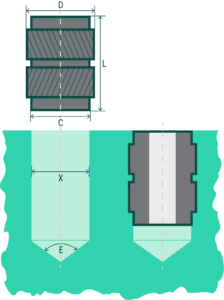
- Stud welding (pinch-off weld variant)
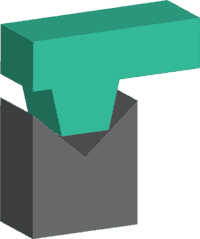
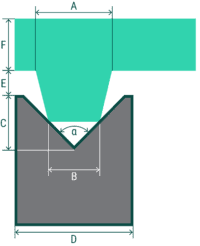
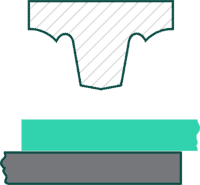
- Double V joint (V weld)
- Seam designs with inserted seal

Butt joint

Step joint

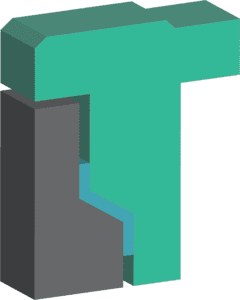
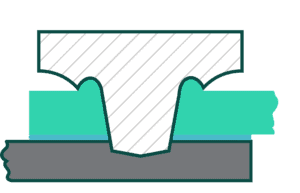
Tongue and groove joint

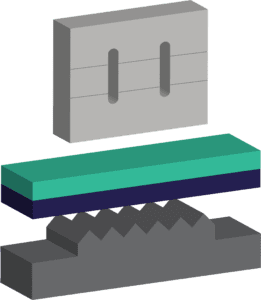
Mash joint

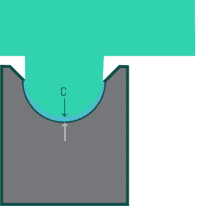
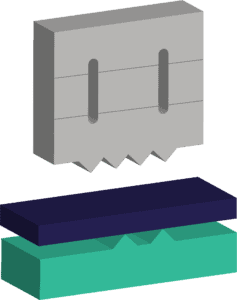
V joint

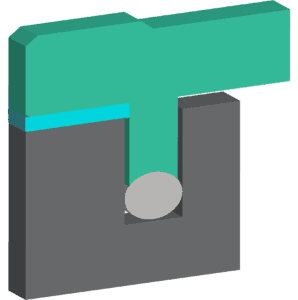
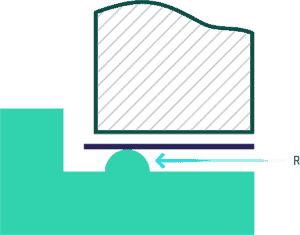
With inserted seal
- Mainly used with amorphous plastics
- Does not place huge demands on injection molding
 |
 |
- Self-centering
- High strength
- Good external appearance
- Shadow gaps can be added to improve appearance
 |
 |
- Very high strength
- Self-centering
- Very good appearance, no melt expulsion visible
- Melt is held in the joining zone (capillary effect)
- Suited to semi-crystalline materials such as PA and POM
 |
 |
- Self-centering
- Very high strength
- Preferred choice for sealing welding
- Also well-proven for parts with thin walls
- Suitable for shear and torsion forces
- Particularly suited to semi-crystalline thermoplastics, especially to PA and POM
- Very good appearance, the melt is held in the joining zone
- Vertical welding process, components slide into one another
 |
 |
- Self-centering
- High strength
- No melt expulsion
- Short welding times with little welding energy
- Suitable for parts with thin walls where seams cannot be formed
 |
 |
- Hermetically sealed joint using sealing element
- Connection elements not required
- Ultrasonic weld seam for a permanent joint
 |
 |
- Self-centering, defined support
- Sealed welding
- High strength values
- Material is held in the joining zone
- Good appearance
 |
 |
 |
Joint variants
- No joint design needed
- The sonotrode tip penetrates through the upper plate or molded part until 1/3 or max. 1/2 way into the sub-material
- Ring-shaped compaction of the plasticized material around the sonotrode tip
 |
 |
- Membrane (DAE membrane)
- Nonwovens, filter, insulation mats
 |
 |
 |
 |
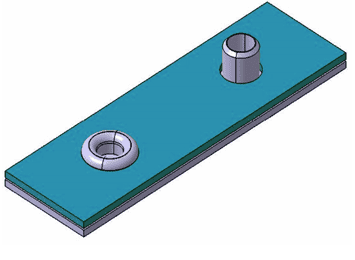
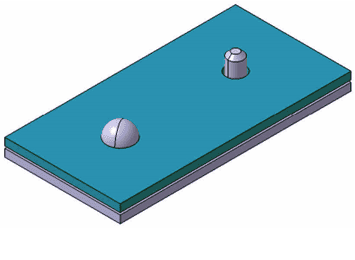
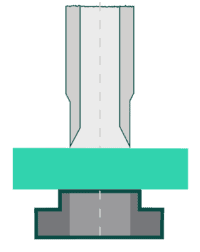
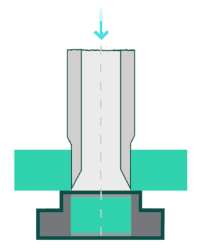
- Positive locking connection between thermoplastics and foreign material
- Solid connection without any gaps
- The material resistance of the plastic is overcome
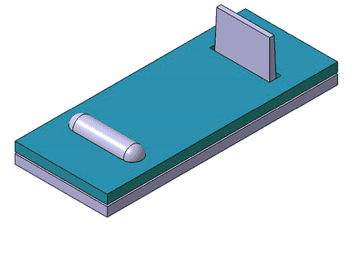
| Hollow rivet form | Solid rivet form | Longitudinal rivet form |
 |
 |
 |
 |
 |
- Variant of riveting
- To join different types of material
- Positive locking connection
- Melt flow is determined by the sonotrode geometry and pitch
 |
 |
- Even painted surfaces can be punched without damage
- Radii can be embossed on the punch edge in the same process
 |
 |
- Positive locking connection
- Metal in plastic
- Wood in plastic
- Plastic with a lower melting point in plastic with a higher melting point, e.g. POM in ABS
 |
 |
 |
- High strength is attained
- Lower component stress than with overmolding
- upper limit M8 (depending on design, max. M10)
- Precise coordination needed between bore/insert
 |
CUSTOMER REFERENCE
Some of our customers gave us their voice – get insights into our customers’ experiences with our MS ultrasonic technology:
By loading the video, you agree to YouTube's privacy policy.
Learn more
Do you need product advice or have questions about our solutions?
Write to us vertrieb@ms-ultrasonic.de or call us +49 7424 701-800